廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")
中拋丸器葉片的作用有哪些?")
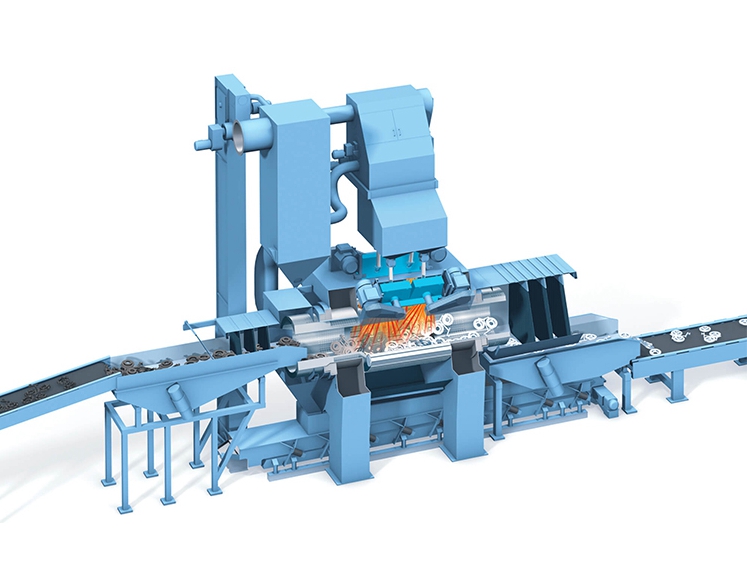
拋丸機(jī)是利用拋丸器拋出的高速彈丸清理或強(qiáng)化工件表面的機(jī)械設(shè)備。拋丸機(jī)能同時(shí)對(duì)鑄件進(jìn)行落砂﹑除芯和清理。也可用于鍛壓件、鋁鎂合金件、鈑焊件等進(jìn)行表面處理。
當(dāng)拋丸器作為拋丸機(jī)的關(guān)鍵部件使用時(shí),拋丸機(jī)葉片的質(zhì)量和使用壽命直接取決于葉片。由于葉片在工作時(shí)處于高速旋轉(zhuǎn)的葉輪中,它必須承受鋼丸磨料的磨損和高速噴丸流的沖蝕磨損。在這兩種磨損形式下,葉片是否工作良好取決于葉片的材料。高鉻耐磨鑄鐵應(yīng)用于拋丸機(jī)葉片后,葉片的均勻使用壽命可達(dá)600小時(shí)以上 用冷鐵對(duì)葉片表面進(jìn)行冷卻,不僅實(shí)現(xiàn)了鑄件的順序凝固,而且在葉片表面產(chǎn)生了致密甚至細(xì)小的晶粒組織。 此外,合理的熱處理工藝可以明顯發(fā)揮葉片的綜合功能,使葉片能夠長期承受鋼砂的反復(fù)沖擊,表現(xiàn)出良好的耐磨性和較長的使用壽命,具有廣闊的應(yīng)用前景。
拋丸葉片的成型和鑄造:目前,耐磨材料種類很多,主要有高錳鋼、中錳球墨鑄鐵、低合金白口鑄鐵等。 雖然低合金白口鑄鐵能適應(yīng)低載荷下的沖擊,但其使用壽命很短,不是理想的材料。高錳鋼是一種具有奧氏體結(jié)構(gòu)的鋼。在高沖擊下易于加工硬化,因此具有一定的耐磨性。然而,它不能在中低應(yīng)力下發(fā)揮良好的耐磨性。高鉻鑄鐵是繼高錳鋼之后的第三代耐磨材料,因?yàn)樗慕M織中含有理想的m7c3共晶碳化物。 而且馬氏體組織容易獲得,與其他耐磨材料相比顯示出更大的優(yōu)越性,因此得到廣泛應(yīng)用。 然而,高鉻鑄鐵在高沖擊下易碎、易破碎,在實(shí)際生產(chǎn)中很難掌握其形成機(jī)理,獲得理想狀態(tài)下的基體組織。 針對(duì)這種情況,我們?cè)诔R?guī)工藝的基礎(chǔ)上,通過相應(yīng)的熱處理改進(jìn)和提高了其使用功能,從而更好地滿足了葉片的使用要求。
使用事先準(zhǔn)備好的砂箱進(jìn)行手工造型,但注意澆注系統(tǒng)的合理開啟和冷鐵的使用,并嚴(yán)格按照工藝圖紙進(jìn)行。在關(guān)閉箱子之前,仔細(xì)檢查移動(dòng)腔是否暢通,以確保鐵水的填充。澆注時(shí),應(yīng)遵循高溫出鋼和低溫澆注的原則。如果澆注溫度過高,不僅冷鐵容易燒壞,而且鐵水的收縮率相對(duì)較高,容易產(chǎn)生鍛造缺陷。因此,澆注溫度不應(yīng)太高,一般選擇在1380℃至1420℃之間澆注后,砂箱應(yīng)及時(shí)打開,有利于獲得細(xì)晶材料的鑄態(tài)組織。
宣傳圖")

版權(quán)所有 青島青工機(jī)械有限公司 備案號(hào):魯ICP備11002530號(hào) 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號(hào)-4  魯公網(wǎng)安備 37021102001299號(hào)
魯公網(wǎng)安備 37021102001299號(hào)
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過式拋丸機(jī)、噴砂房等設(shè)備。