圖1 小件造型線工藝流程簡圖
圖1 小件造型線工藝流程簡圖 圖3 連續式拋丸機設備結構及工作流程簡圖
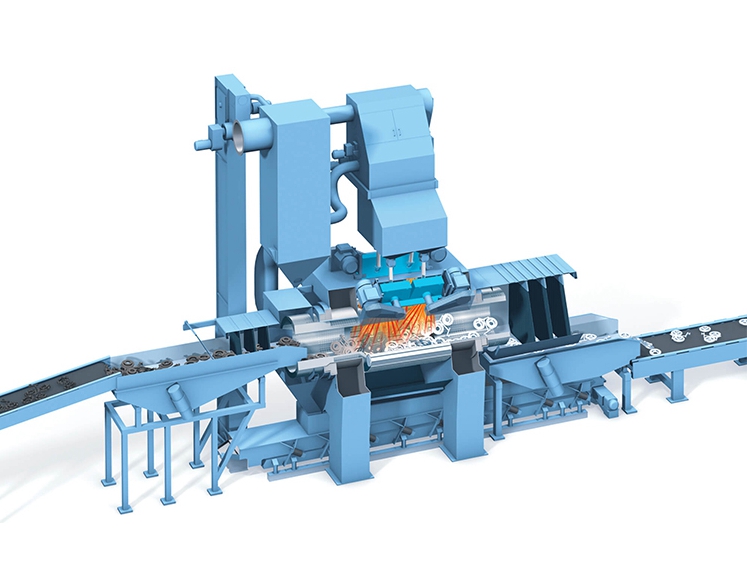
1.1.2、連續通過式拋丸機的工作流程及重要參數:
鑄件通過振動給料器進入拋丸室,拋丸室頂部有高速鋼丸拋出,打到拋丸室內的鑄件上,將其表面砂子打掉。同時,通過拋丸室的不斷擺動帶動鑄件翻滾,使鑄件各部位均能被鋼丸拋干凈。拋丸后的鑄件通過振動卸料器離開拋丸機。
設備主要參數:
a)允許通過的鑄件較大尺寸:長×寬×高:680 mm×500 mm×350 mm;
b)允許通過的鑄件較大重量:150 kg;
c)拋頭尺寸及數量:φ500 mm,6 個;
d)拋頭速度:2 600 r/min;
e)鋼丸通過速度:2 700 kg/min;
f)允許通過的鑄件較高溫度:150 ℃;
g)鋼丸直徑:φ1.4 mm;
h)拋丸能力:14 t/h.
1.2、小件清理線曲軸、凸輪軸分件機結構及工作原理:
1.2.1、分件機結構:
分件機用于將鑄件的內澆道、出氣端同鑄件分離,并將長澆道分開,其結構如圖4 所示。
圖3 連續式拋丸機設備結構及工作流程簡圖
1.1.2、連續通過式拋丸機的工作流程及重要參數:
鑄件通過振動給料器進入拋丸室,拋丸室頂部有高速鋼丸拋出,打到拋丸室內的鑄件上,將其表面砂子打掉。同時,通過拋丸室的不斷擺動帶動鑄件翻滾,使鑄件各部位均能被鋼丸拋干凈。拋丸后的鑄件通過振動卸料器離開拋丸機。
設備主要參數:
a)允許通過的鑄件較大尺寸:長×寬×高:680 mm×500 mm×350 mm;
b)允許通過的鑄件較大重量:150 kg;
c)拋頭尺寸及數量:φ500 mm,6 個;
d)拋頭速度:2 600 r/min;
e)鋼丸通過速度:2 700 kg/min;
f)允許通過的鑄件較高溫度:150 ℃;
g)鋼丸直徑:φ1.4 mm;
h)拋丸能力:14 t/h.
1.2、小件清理線曲軸、凸輪軸分件機結構及工作原理:
1.2.1、分件機結構:
分件機用于將鑄件的內澆道、出氣端同鑄件分離,并將長澆道分開,其結構如圖4 所示。
 圖 4 小件清理線曲軸、凸輪軸分件機結構
1.2.2、設備工作流程和主要參數:
將分件機的分離爪放進鑄件與澆冒口之間,按住操縱器上的前進鍵,在液壓缸的推動下,分離爪張開,將內澆道或出氣端同鑄件分離;分件完畢后按住操縱器上的后退鍵,分離爪閉合,完成一次循環。
設備主要參數:
液壓缸壓力:700kg/cm2;輸出:10.4l/55kg/cm2;1.9 l/700 kg/cm2.
分離爪產生的力:推力:350 kN;拉力:240 kN.
2、拋丸機堵件卡件原因分析:
連續通過式拋丸機堵件卡件主要分為以下幾種原因:
1)由于跑火和分型面結合不嚴等原因造成的細鐵片及型板上設置的排氣片進入鐵水后形成細長鐵片,卡在拋丸機鱗板孔洞內,造成曲軸、凸輪軸等鑄件被插在孔洞內的排氣片鐵片卡住無法繼續再前進堵在拋丸機內部形成堵件;排氣片進鐵水的原因分析見圖 5 魚骨圖分析,圖 6 為曲軸和凸輪軸型板上的排氣片進入鐵水卡在拋丸機鱗板孔內形成堵件;
2)拋丸機內鱗板上孔洞磨損變大,鑄件上狹小的溢流冒口易堵塞在孔洞內(如圖7 所示);
3)澆注系統設計不合理,過長和過大容易堵塞在拋丸機內(如圖8 所示)。
3、拋丸機堵件卡件應對措施:
3.1、排氣片跑鐵水改善:
針對排氣片跑鐵水形成的堵件和卡件主要采用了三種措施進行改進。
3.1.1、型板上排氣片結構改進:
圖9,圖10 為兩側的排氣片及排氣片在砂型上
圖 4 小件清理線曲軸、凸輪軸分件機結構
1.2.2、設備工作流程和主要參數:
將分件機的分離爪放進鑄件與澆冒口之間,按住操縱器上的前進鍵,在液壓缸的推動下,分離爪張開,將內澆道或出氣端同鑄件分離;分件完畢后按住操縱器上的后退鍵,分離爪閉合,完成一次循環。
設備主要參數:
液壓缸壓力:700kg/cm2;輸出:10.4l/55kg/cm2;1.9 l/700 kg/cm2.
分離爪產生的力:推力:350 kN;拉力:240 kN.
2、拋丸機堵件卡件原因分析:
連續通過式拋丸機堵件卡件主要分為以下幾種原因:
1)由于跑火和分型面結合不嚴等原因造成的細鐵片及型板上設置的排氣片進入鐵水后形成細長鐵片,卡在拋丸機鱗板孔洞內,造成曲軸、凸輪軸等鑄件被插在孔洞內的排氣片鐵片卡住無法繼續再前進堵在拋丸機內部形成堵件;排氣片進鐵水的原因分析見圖 5 魚骨圖分析,圖 6 為曲軸和凸輪軸型板上的排氣片進入鐵水卡在拋丸機鱗板孔內形成堵件;
2)拋丸機內鱗板上孔洞磨損變大,鑄件上狹小的溢流冒口易堵塞在孔洞內(如圖7 所示);
3)澆注系統設計不合理,過長和過大容易堵塞在拋丸機內(如圖8 所示)。
3、拋丸機堵件卡件應對措施:
3.1、排氣片跑鐵水改善:
針對排氣片跑鐵水形成的堵件和卡件主要采用了三種措施進行改進。
3.1.1、型板上排氣片結構改進:
圖9,圖10 為兩側的排氣片及排氣片在砂型上
 圖5 廢型跑火和排氣片跑鐵水原因分析
圖5 廢型跑火和排氣片跑鐵水原因分析
 圖 6 曲軸和凸輪軸型板上的排氣片進入鐵水卡在拋丸機鱗板孔內形成堵件..圖 7 拋丸機鱗板上的孔磨損后卡上了鑄件的狹小部位形成卡件
圖 6 曲軸和凸輪軸型板上的排氣片進入鐵水卡在拋丸機鱗板孔內形成堵件..圖 7 拋丸機鱗板上的孔磨損后卡上了鑄件的狹小部位形成卡件
 圖8長而大的澆注系統在拋丸機內形成堵件
的情況,從圖10 可以看出一旦上下砂箱合模不嚴或者砂箱邊緣砂型疏松,本來不該進入鐵水只是用于排掉澆注后氣體的排氣片內進入了鐵水,形成細長鐵片進入拋丸機內形成堵件和卡件,圖 11,圖 12 為排氣片改進方法,如圖 11 所示:排氣片靠近鑄件前端縮短 1 mm~2 mm,端部形狀修為半圓形,保持防壓環和排氣道間距離能夠≥5 mm.兩側排氣片修改方法如圖 12,靠近螺栓處的排氣道從對齊溢流冒口處前端部位加工掉并用鉚釘固定住;其余靠近模塊處的排氣道部分增加拔模斜度打磨成梯形(30°),靠近模塊端部鉚釘部分排氣道長度去除,重新用鉚釘固定。
圖8長而大的澆注系統在拋丸機內形成堵件
的情況,從圖10 可以看出一旦上下砂箱合模不嚴或者砂箱邊緣砂型疏松,本來不該進入鐵水只是用于排掉澆注后氣體的排氣片內進入了鐵水,形成細長鐵片進入拋丸機內形成堵件和卡件,圖 11,圖 12 為排氣片改進方法,如圖 11 所示:排氣片靠近鑄件前端縮短 1 mm~2 mm,端部形狀修為半圓形,保持防壓環和排氣道間距離能夠≥5 mm.兩側排氣片修改方法如圖 12,靠近螺栓處的排氣道從對齊溢流冒口處前端部位加工掉并用鉚釘固定住;其余靠近模塊處的排氣道部分增加拔模斜度打磨成梯形(30°),靠近模塊端部鉚釘部分排氣道長度去除,重新用鉚釘固定。
 圖 9 排氣片在型板上的分布情況 圖 10 排氣片造型后在砂形上的分布情況
3.1.2、型板上螺釘結構改進:
圖 9 排氣片在型板上的分布情況 圖 10 排氣片造型后在砂形上的分布情況
3.1.2、型板上螺釘結構改進:
 圖11 排氣片靠近鑄件端部縮短1mm~2mm
圖 12 兩側排氣片改進方法
把 30 mm 厚度的上下型板四個角的凸起螺栓更改為頭部直徑 φ20 mm 沉頭螺釘,防止砂箱四個角因螺釘凸起造型時此處砂型疏松造成跑火加劇邊緣排氣片跑鐵水的情況發生,見圖 13 型板上螺釘結構的改進。
圖11 排氣片靠近鑄件端部縮短1mm~2mm
圖 12 兩側排氣片改進方法
把 30 mm 厚度的上下型板四個角的凸起螺栓更改為頭部直徑 φ20 mm 沉頭螺釘,防止砂箱四個角因螺釘凸起造型時此處砂型疏松造成跑火加劇邊緣排氣片跑鐵水的情況發生,見圖 13 型板上螺釘結構的改進。
 圖13 型板上螺釘結構改進
3.1.3、型板托框上銷套結構改進:
經過長期觀察發現,在造型過程中型板托框和砂箱配合過程中圓銷側易下不到位形成墊箱。改進前型板托框上圓定位銷導向長度為 25 mm,圓定位銷直徑φ38 mm,如圖4 所示,銷套容易下不到位形成墊箱,易造成跑火和排氣片跑鐵水。改進后縮短定位部分長度,延長導向長度至 45 mm,圓定位銷直徑為φ38 mm,增加銷套間的配合間隙,從而防止分型面跑火和排氣片內走鐵水。圖 15 為更改后定位圓銷結構和相關尺寸。
3.1.4、驗證方法:
圖13 型板上螺釘結構改進
3.1.3、型板托框上銷套結構改進:
經過長期觀察發現,在造型過程中型板托框和砂箱配合過程中圓銷側易下不到位形成墊箱。改進前型板托框上圓定位銷導向長度為 25 mm,圓定位銷直徑φ38 mm,如圖4 所示,銷套容易下不到位形成墊箱,易造成跑火和排氣片跑鐵水。改進后縮短定位部分長度,延長導向長度至 45 mm,圓定位銷直徑為φ38 mm,增加銷套間的配合間隙,從而防止分型面跑火和排氣片內走鐵水。圖 15 為更改后定位圓銷結構和相關尺寸。
3.1.4、驗證方法:
 圖14 更改前定位圓銷結構和相關尺寸更改后定位圓銷結構和相關尺寸
圖15型板托框上銷套結構改進
通過起模和合箱檢驗發現:合箱嚴實,砂型完整,改進后砂箱邊角無疏松,排氣片跑鐵水和砂箱跑火現象消除。我廠為大批量生產,因為改進排氣結構可能引起曲軸批量氣孔問題,為此,在改進前采用了 MAGMA 凝固模擬軟件模擬了各型腔氣壓情況,分析此處改進后出現氣孔缺陷的區域,見圖16,通過凝固模擬發現 1# 和 4# 模腔型腔里的氣體壓力<130 kPa,型腔排氣通暢,沒有憋氣,排氣片即使不與大氣貫通也不會形成氣孔,排氣片更改和取消不會造成氣孔的風險。2#,3#模腔型腔里的氣體壓力>130 kPa,排氣片更改和取消可能有造成批量氣孔的風險。
3.2、拋丸機方面的改進:
針對拋丸機內鱗板上孔磨損過大,造成曲軸、凸輪軸等鑄件被插在孔洞內形成堵件的問題,通過減小鱗板孔洞大小、更換新的鱗板和相應易插入鱗板空洞內的鑄件及澆注系統部位適度增加尺寸來進行了有效解決。
3.3、曲軸澆注系統分件結構改進:
圖14 更改前定位圓銷結構和相關尺寸更改后定位圓銷結構和相關尺寸
圖15型板托框上銷套結構改進
通過起模和合箱檢驗發現:合箱嚴實,砂型完整,改進后砂箱邊角無疏松,排氣片跑鐵水和砂箱跑火現象消除。我廠為大批量生產,因為改進排氣結構可能引起曲軸批量氣孔問題,為此,在改進前采用了 MAGMA 凝固模擬軟件模擬了各型腔氣壓情況,分析此處改進后出現氣孔缺陷的區域,見圖16,通過凝固模擬發現 1# 和 4# 模腔型腔里的氣體壓力<130 kPa,型腔排氣通暢,沒有憋氣,排氣片即使不與大氣貫通也不會形成氣孔,排氣片更改和取消不會造成氣孔的風險。2#,3#模腔型腔里的氣體壓力>130 kPa,排氣片更改和取消可能有造成批量氣孔的風險。
3.2、拋丸機方面的改進:
針對拋丸機內鱗板上孔磨損過大,造成曲軸、凸輪軸等鑄件被插在孔洞內形成堵件的問題,通過減小鱗板孔洞大小、更換新的鱗板和相應易插入鱗板空洞內的鑄件及澆注系統部位適度增加尺寸來進行了有效解決。
3.3、曲軸澆注系統分件結構改進:
 圖16 MAGMA 凝固模擬軟件模擬型腔氣壓分布情況
如圖 17 所示,改進前的橫澆道為長平直結構,小件分件機分件困難,為避免其在拋丸機內形成堵件需要專門把長的澆注系統(見圖 1 改進前澆注系統)從輸送鱗板和拋丸機內勾選出來,拋丸后找外部廠家進行澆注系統破碎后才能放進熔化爐前料坑中形成回爐料,該過程需要消耗很大的成本。
通過計算澆注系統各截面積比率,把曲軸下模位置較長的橫澆道進行了改進。改進點有 3 處見圖17b)圖所示:①增加 3 個分件卡塊方便分件機分離爪插入進行分件;②原來的澆道更改為堤壩式使橫澆道在減少厚度的情況下截面積不改變;③堤壩較底部增設 R3 的斷口(左右兩側各一個)形成斷裂源使分件機分件時更容易,且不易形成分件時崩件。針對改進同樣采用了 MAGMA 凝固模擬軟件判斷是否會引起氣孔等缺陷出現
圖16 MAGMA 凝固模擬軟件模擬型腔氣壓分布情況
如圖 17 所示,改進前的橫澆道為長平直結構,小件分件機分件困難,為避免其在拋丸機內形成堵件需要專門把長的澆注系統(見圖 1 改進前澆注系統)從輸送鱗板和拋丸機內勾選出來,拋丸后找外部廠家進行澆注系統破碎后才能放進熔化爐前料坑中形成回爐料,該過程需要消耗很大的成本。
通過計算澆注系統各截面積比率,把曲軸下模位置較長的橫澆道進行了改進。改進點有 3 處見圖17b)圖所示:①增加 3 個分件卡塊方便分件機分離爪插入進行分件;②原來的澆道更改為堤壩式使橫澆道在減少厚度的情況下截面積不改變;③堤壩較底部增設 R3 的斷口(左右兩側各一個)形成斷裂源使分件機分件時更容易,且不易形成分件時崩件。針對改進同樣采用了 MAGMA 凝固模擬軟件判斷是否會引起氣孔等缺陷出現 ,模擬結果顯示改進后澆注系統的充型和凝固過程正常,無形成氣孔和縮孔等缺陷的風險,通過實際生產后發現改進后澆注系統很容易被分件成功,鑄件質量未受到影響,成功消除了由澆注系統造成的堵件問題,并且澆注系統可以成功被分件機分成幾段(見圖 18 所示),不再需要委外進行破碎,大大節省了費用。
,模擬結果顯示改進后澆注系統的充型和凝固過程正常,無形成氣孔和縮孔等缺陷的風險,通過實際生產后發現改進后澆注系統很容易被分件成功,鑄件質量未受到影響,成功消除了由澆注系統造成的堵件問題,并且澆注系統可以成功被分件機分成幾段(見圖 18 所示),不再需要委外進行破碎,大大節省了費用。
 圖17 曲軸澆注系統分件結構改進
圖17 曲軸澆注系統分件結構改進
 圖18 改進后澆注系統易于被分開成小塊,不易在拋丸機內形成堵件
4、結論:
1)通過改進型板上排氣片結構、螺釘連接結構,型板托框上銷套結構來徹底消除排氣片跑鐵水形成的拋丸機堵件問題。
2)通過改進拋丸機內部鱗板結構和更換新的鱗板來解決GF連續式拋丸機的卡件問題。
3)通過改進曲軸鑄件的澆注系統的分件結構來解決由澆注系統造成的堵件問題。通過上述改進徹底消除了 GF 連續式拋丸機堵件卡件問題,達到了消除安全隱患,有效地降本增效的目的,并取得了良好的經濟效益。
圖18 改進后澆注系統易于被分開成小塊,不易在拋丸機內形成堵件
4、結論:
1)通過改進型板上排氣片結構、螺釘連接結構,型板托框上銷套結構來徹底消除排氣片跑鐵水形成的拋丸機堵件問題。
2)通過改進拋丸機內部鱗板結構和更換新的鱗板來解決GF連續式拋丸機的卡件問題。
3)通過改進曲軸鑄件的澆注系統的分件結構來解決由澆注系統造成的堵件問題。通過上述改進徹底消除了 GF 連續式拋丸機堵件卡件問題,達到了消除安全隱患,有效地降本增效的目的,并取得了良好的經濟效益。

版權所有 青島青工機械有限公司 備案號:魯ICP備11002530號 網站地圖 《違禁詞失效協議》 魯ICP備11002530號-4  魯公網安備 37021102001299號
魯公網安備 37021102001299號
青島青工機械有限公司是一家大型的拋丸機、拋丸清理機生產廠家,公司主要產品有:履帶式拋丸機、路面拋丸機、吊鉤式拋丸機、通過式拋丸機、噴砂房等設備。