摘要:
拋丸清理機是利用拋丸清理技術對工件進行清理從而達到清理工件、強化工件 的目的。根據吊鉤式拋丸清理機的組成及工作原理,可以發現
拋丸機不能連續的 進行清理工件。由這一特點,可以將吊鉤式拋丸清理機通過改進吊鉤軌道的方法 達到連續循環的清理工件,提高拋丸清理機的自動化程度。 本課題主要采用跟蹤測繪、觀察分析、理論計算、改進修復的設計方法,并以 彈丸循環系統為主線,利用以上設計思路,使設備既要符合理論又要順應現實的 可行條件及環境。 本文論述了拋丸器高鉻鑄鐵耐磨件復合型殼精密鑄造工藝的特點以及生產拋 丸器耐磨件的優勢,從拋丸機械公司100T復合型殼精鑄生產線角度分析了復 合型殼精鑄工藝生產工藝流程以及工序操作特點。并利用光學電鏡和洛氏硬度計 分析了高鉻鑄鐵耐磨件的微觀組織結構和力學性能,分析了不同熱處理方式對其 微觀組織結構和硬度的影響。 本文以實際課題為背景對自動拋丸清理機進行了深入研究并作了大量的對比 分析,總結了各配套設備對整體工作效果的各種影響,并進行了詳細的理論計算, 對研究拋丸機的工作具有一定的參考價值。
關鍵詞:拋丸機的功用;工作原理:結構;拋丸器;分離器;運載裝置;高鉻鑄鐵耐 磨件;復合型殼熔模鑄造;微觀組織結構
第一章緒論 第一章緒論
1.1表面清理技術及拋丸機概述
1.1.1表面清理技術
表面清理設備是用來清除工件表面氧化物和粘結物,并使工件達到一定的表 面質量要求的設備。主要分為干式清理設備和濕式清理設備兩大類。在濕態下進 行清理的濕式清理設備,一般無法清除表面的氧化物,也不能使表面達到一定的 清潔度和粗糙度,而且它的環境污染問題多、投資也較大,一般在特定的條件下 才選用。而干式清理設備由于帶有一定的機械切削作用和使工件表面產生塑性變 形的沖擊作用,因此它不僅能去除工件表面的粘結物和氧化物,還能使工件表面 達到一定的表面質量要求,且污染問題較少,投資較低,因而得到廣泛的采用【l】。 干式清理即在干燥、無液態介質狀態下對工件進行清理,這是對鑄件、鋼結 構件等進行表面除銹、去氧化皮、去除殘留型砂的主要方法。按清理機理,可分 無磨料清理和有磨料清理。 無磨料清理是用工件間互相碰刮和摩擦來完成工件表面清理的。為增強清理 效果,常在工件中加人一些星鐵。此法主要用在不怕碰撞、單件質量小于50至 lOOkg的小型鑄件清理作業中【2】。 有磨料清理是利用高速飛行的彈丸對工件表面進行沖擊、切削以達到清理目 的。這種方法能適應各種材質、重量和尺寸的工件,因而是目前干式清理所采用 的主要方法【3l。 按照使彈丸產生速度的方法,有磨料清理分為噴丸清理和拋丸清理兩種。噴 丸清理是以壓縮空氣為動力,將彈丸加速;拋丸清理是利用離心力將彈丸加速。 拋丸是一種機械方面的表面處理工藝的名稱,類似的工藝還有噴砂和噴丸。拋 丸的原理是利用高速旋轉的拋頭將鋼丸加速到一定速度后,將高速鋼丸流拋向所 要清理的工件表面,以去除工件表面的粘砂、氧化皮和小的飛邊毛刺等,并得到 一定的表面粗糙度的過程〔41,使工件變得美觀,或者改變工件的焊接拉應力為壓應力,提高工件的使用壽命。通過提高工件表面的粗糙度,也提高了工件后續噴漆 的漆膜附著力。拋丸這種工藝幾乎用于機械的大多數領域,如修造船、汽車零部 件、飛機部件、槍炮坦克表面、橋梁、鋼結構、玻璃、鋼板型材、管道內外壁防 腐甚至道路表面等行業【51。
噴丸清理的特點如下:
(1)可以任意使用金屬或非金屬彈丸,以適應清理工件表面的不同要求。
(2)清理的靈活性大,容易清理復雜工件的內、外表面和管件的內壁,并且 不受場地限制,可將設備移至特大型工件附近。
(3)設備結構較簡單,整機投資少;易損件少,維修費用低。
(4)必須配備大功率的空壓站,在清理效果相同條件下,消耗的能量較大。 此外,所清理表面易有濕氣,容易再生銹。
(5)清理效率低,操作人員多,勞動強度大。 而相對噴丸清理,拋丸清理有以下特點:
(1)清理效率高,費用低,操作人員少。容易實現機械化,適用于大批量生
(2)不用壓縮空氣加速彈丸,因而不必設置功率大的空壓站,被清理的表面也無濕氣。
(3)靈活性差,受場地限制。清理工件時有些盲目性,在工件內表面易產生 清理不到的死角。
(4)設備結構較復雜,易損件多,特別是葉片等零件磨損快,維修工時多, 費用高。
(5)一般情況下不能使用輕而細小的彈丸。鋼材表面經彈丸沖擊后會產生表 面強化現象,較大時可提高約50%的疲勞強度,其抗腐蝕能力較大時可提高一倍, 表面硬度也將提高。鋼材表面經彈丸沖擊后,還可消除焊縫的內應力和增加表面 粗糙度,并可顯現出材料中的隴蔽裂紋。下表列出了不同材料在拋丸清理前后疲 勞強度的提高值。

表1.1材料拋丸后的疲勞強度提高值
拋丸具有操作簡單、耗能少、效率高、適應面廣等優點,是金屬材料表面改性 的有效方法,拋丸是一項具有無限發展前途和廣闊應用空間的表面加工技術。較 近幾年拋丸領域出現了微粒沖擊、微粒鑲嵌鍍膜、高能和超聲拋丸等新技術。研 究表明,它們在增加表面光潔性、降低摩擦系數、提高耐磨能力、延長使用壽命、 簡化氮化過程等方面表現出優異的特性【6】。 拋丸清理方法現在是世界上較經濟和較可靠的清理方法。拋丸清理技術跟其它 清理技術相比具有下述優點啊: (1)提高機械產品和金屬構件的抗疲勞性能 (2)消除應力集中。 (3)延長其使用壽命。 (4)優化工件的表面工藝狀態。 (5)提高清理效率。 (6)減輕清理工作的勞動強度。 (7)減輕環境污染。 對材料表面進行噴丸強化清理,能使材料表面產生冷硬層和表面殘余壓應力, 從而提高承載能力和延長使用壽命【8】。
1.1.2拋丸清理設備的類型
根據被清理工件的運載方式,拋丸清理設備有翻滾滾式、轉臺式、車式、輸送 帶式、懸掛式及組合式等多種類型【9】。翻滾式設備是工件放在具有操作空間的室體 壁上,由運動的室壁帶動工件作翻滾運動;轉臺式設備是工件放在轉臺上,隨著 轉臺的旋轉,改變著工件被清理的位置;車式設備是工件放在能移動的車式承載 裝置上,使工件做平移運動或平移加旋轉運動;輸送帶式設備是工件放在水平輸 送裝置上,工件平移運動或同時轉動;懸掛式設備是工件懸掛在連續水平輸送的 裝置上,工件作平移運動或邊移動邊旋轉,或移動到某一位置后只作旋轉運動; 組合式有懸鏈、臺車組合及行車、臺車組合等組合形式。 拋丸生產線由上料系統、輸送系統、拋丸清理、彈丸回收、噴漆、烘干、卸料 系統、漆霧處理、粉塵處理等組成【101。
1.1.3拋丸清理機的發展歷程及前景
19世紀七十年代初,第l臺機械離心式噴丸器問世主要用來做噴砂加工,它 的出現標志著噴丸機的核心部件——噴丸器正式誕生。二十世紀初,美國制造出 激冷鋼丸,金屬彈丸的出現,不僅使噴砂工藝獲得迅速發展,而且產生了金屬表 面噴丸強化技術。隨后在1929年,美國人Zimmefli將噴丸清理技術應用在了彈簧 的表面強化,取得了良好表面清理效果。30--十世紀七十年代末,隨著噴丸清理 和噴丸強化技術的迅速發展,噴丸機械的研究隨即進入了一個新的發展階段,從 此,噴丸機械的研究迅猛發展。目前,噴丸設備技術基本以機械離心式和氣動式 為主,干濕結合、通用與專用并重的局面【l】。 100多年前世界上制造出了第一臺拋丸設備,開始其主要用途為去除各種金屬 或非金屬表面的雜質、氧化皮,改善工件的表面粗糙度等。經過一個多世紀的發 展,拋丸清理工藝以及設備已經相對比較成熟,并且它的應用已經不僅僅局限在 各種重工業工廠。
隨著在美國佰萊泰克(BLASTRAC)誕生的世界上第一臺水平 移動式拋丸清理設備,拋丸清理的應用領域也迅速擴展到船舶甲板金屬表面處理 以及混凝土表面的涂裝處理上,并且引發了該行業的標準制訂和行業施工方法的規范【llJ。 隨著美國佰萊泰克拋丸處理設備的不斷改進和技術成熟,拋丸處理工藝和設備 已經進入歐美發達國家公路養護、橋梁施工和機場維護等領域。中國在拋丸處理 上的應用及技術的發展遠遠落后于歐美等國家,只是在很少數的機械加工項目中 使用拋丸處理工藝,而在高速公路、市政道路以及混凝土橋梁的防水涂裝等絕大 多數非機械的行業中,此技術的應用很少。
1.2課題概述
1.2.1選題的背景及意義
當前,隨著技術的成熟和發展,清理設備已經逐漸擺脫了“鑄造機械”的范疇, 已不僅僅應用在鑄造業,包括高等*公路路面、港口、造船、鋼鐵冶煉業、鐵路機車、汽車的車身、底盤、航空航天及軍事領域如飛機機翼、尾翼、軍工件等、 工程機械、建筑機械、橋梁工程如建筑塔機、公路跨江跨海鋼結構大橋等、電力設備制造業、公路兩邊的護欄、暖氣片、液化氣瓶、鋁合金、窗框等都是經過拋 丸處理過的,拋丸技術正在影響和改變著我們的生活【121。 國內的機械制造行業的競爭激烈,拋丸機市場的競爭激烈程度也不斷的升*。拋丸機制造是典型的制造業,作為機械行業中不可或缺的一員,其為工業生產與 加工提供了各種機械裝備和設備。產業轉移是驅動我國機械行業發展的重要因素, 由于我國的機械行業擁有較完善的設計和制造產業鏈,具有綜合的人力和原材料 成本較低等優勢,因此近年來海外的機械制造紛紛向國內轉移,體現在機械產品 的進出口額快速增加。在此良好氛圍下,拋丸機制造加工業也一直被看好。拋丸 清理機像許多發明一樣源于~種自然現象,它是利用機械離心原理將磨料高速射 出,沖擊工件表面致使表面氧化皮、銹層、粘砂或雜質剝落,或使其表面形變并 產生壓應力。表面拋丸或噴丸清理與強化所使用的設備及裝置類型基本一致,但 兩者的應用范圍和技術要求是不同的。
在國外,比如美國、德國、日本、法國等,在鑄件、壓鑄件、鍛件的表面清理為應用較多的行業,對鋼板、H型鋼、線材及各種鋼材的清理次之【131。拋丸清理 設備拋丸機的關鍵部件是拋丸器,它從誕生到現在己經有百余年的使用歷史,已 經有了完整的理論體系和多種型號的拋丸器產品【l4】。但在國內拋丸清理技術應用 較少。目前在國內,拋丸機械設備及技術做得比較好的有青島青工機械公司、比如在山東省有山東大學、濟南大學等在對其進行研究。 在國內拋丸機械尚屬新興產業,其應用前景廣闊,而在國外,拋丸機械的技術已 經相當成熟。本課題的研究旨在為以后的設計創新打下一個良好的基礎,趕超國 外技術,為中國制造業貢獻一份力量。
1.2.2課題的選擇
目前常用的拋丸清理機有吊鉤拋丸機、輥道
通過式拋丸機、
履帶式拋丸機、懸 鏈式拋丸機等115】。 隨著我國經濟的高速發展,制造業水平的大幅提高,人們對高精尖產品的不斷 需求,一種結構緊湊、高效經濟、噪音污染小、成套性能好、自動化程度高的清 理設備的出現迫在眉睫。就目前拋丸清理行業,適于清理小型鑄件、鍛件、沖壓 件、齒輪、彈簧等零件的設備仍然很少。此次與拋丸機械公司合作就是設計 出這樣的一套設備。預期設備具有以下特點:壽命長,結構簡單;具有良好的分 離效果和較高的生產率;徹底改變工人的工作環境,使粉塵排放濃度低于國家規 定標準;明顯減少零件碰撞損傷現象和對環境的噪聲污染;清理卸料自動化,降 低工人的勞動強度。 傳統的吊鉤式拋丸清理機無法實現工件的循環進給,為提高生產效率,實現工 業生產的自動化,在吊鉤式拋丸清理機的基礎上加以改進,與機械公司 合作設計并制作了轉軌道式自動拋丸機。該拋丸機操作時,準備工作完成之后, 機器進行正常生產,此時,工件快速進入拋丸室,吊鉤自轉機構與吊鉤嚙合并運 行,帶動工件旋轉,供丸閘打開,開始清理工作,同時,操作人員在上卸料工位 裝卸工件,等給定時間達到之后,供丸閥關閉,拋丸器始終開啟,本次清理過程 完成。吊鉤自轉機構上的鏈條與吊鉤上的鏈輪脫開,室體內部的工件送出拋丸室, 同時預備工位上的工件快速進入拋丸室,重復上述動作以清理其它工件,從而使 拋丸機實現自動化。
根據工作原理,要想實現工件的循環進給,可以將吊鉤改成圓形軌道,或者是 將拋丸室由方形變成近似圓形,從而使工件循環運動,可以實現拋丸清理的自動 不同方式的強化清理能夠達到的效果不同,如何實現高效快速而又方便靈活的達到強化清理標準是重中之重,本課題的內容就是通過對不同的強化清理方式進 行分析預算,找出一種較經濟適用的方案,通過分析設計后實現轉軌道式自動拋 丸機,轉軌道式自動拋丸機是
吊鉤式拋丸機的一種改進形式,選擇這個課題對了 解國內制造業和以后在機械設計方向上的發展有很好的幫助。該拋丸機能夠達到 的以下特點:
(1)采用大拋丸量、高拋射速度的國際上第四代懸臂離心式拋丸器,顯著地 提高了清理效率、可以獲得滿意的清理質量。
(2)模擬拋射圖(包括拋丸器型號、個數和空間布置位置的確定等)及拋丸 機的全部圖紙均完全采用計算機輔助設計(CAD)繪制,拋丸器的選用及布置更為合 理。提高了彈丸的利用率和勞動生產率,保證了清理效果,減小了對室體護板的 磨損。
(3)配有lO個吊鉤,并配有工件檢測裝置,達到吊鉤上“有工件拋,無工件 不拋’’的目的,滿足自動化操作的要求。
(4)清理室內熱區采用高鉻鑄鐵材料,相對于以前的橡膠板防護,其使用壽 命大大提高,且外形美觀、易于更換,是目前拋丸清理設備中較好的室體防護板, 其使用壽命可達兩年以上(按每年300個工作日,每天連續工作8小時)。
(5)分離器采用美國潘邦恩公司BE型滿幕簾式分離器技術,分離效果好。
(6)設備結構緊湊,占地面積小;電控系統設有故障檢測裝置,若設備的某 一部分發生故障,能夠具有自動報警的功能;彈丸控制系統采用拋丸機械公司專利技術,電磁控制,簡單可靠。 綜上所述,本課題通過各種參數計算,結構改造,較終實現穩定高效的強化清理
1.2.3課題研究的內容
本課題是在吊鉤式拋丸機的基礎上改進了懸鏈輸送機構,使工件實現連續循環 進給,同時為了配合工件的自動循環,對吊鉤式拋丸清理機的拋丸清理室、丸料 循環凈化系統、吊鉤自轉機構、除塵系統、控制系統等結構進行了改造,從結構 上實現拋丸清理的自動化,對拋丸器、螺旋輸送器等的相關參數進行了優化計算, 同時還對高鉻鑄鐵抗磨材料進行了實驗研究,在本機上實現了應用,也為該耐磨 材料的應用提供了一定的理論基礎。通過本課題的研究,制作出了一個自動化程 度較高、生產效率較高的拋丸清理機,也為后續自動化拋丸清理機的生產研究提 供了理論及實物參考。目前該拋丸機正在拋丸機械公司批量生產
第二章自動拋丸機的設計方案及工藝流程
21自動拋丸機的方案確定
拋丸機常見的自動化實現方式有以下 三種【16】: 第一種方案為滾筒式拋丸清理,簡圖 如圖2-1所示用于清理單件質量在35蠔以 下的、容易翻轉面又不怕碰撞的工件。用 于間歇作業時,小直徑滾筒用人工裝卸工 件,大直徑滾筒備有機械化設備裝卸工件。 連續式用于大批量生產,裝卸料可連續進 第二種方案為間歇作業式拋丸清理,如圖2.2所示用于清理中、小型怕碰撞的 工件,易于實現機械化裝卸料,生產效率 比轉筒式高。它的鑄件運轉裝置有兩個圓 形端盤和一條封閉的履帶組成。可以借助 履帶的反轉卸出鑄件,實現了裝卸機械 第三種方案為懸鏈式拋丸清理,如圖2.3所示適于大批量生產的中小型工件。 生產效率高,易組成連續自動生產線。體 積較大、結構復雜。

圖2.1滾筒式拋丸清理

圖2-2間歇作業式

圖2.3懸鏈式拋丸清理
綜上所述,本課題設計的轉軌道式自動拋丸機采用了第三種方案。根據預期設計目標,要求設備具有結構緊湊、高效 經濟、污染小等特點,并且適合于大批量生產零件的拋丸清理,此方案裝料卸料 自動化,大幅度降低了操作工人的勞動強度,并且能夠滿足自動化生產設備的基 本標準,改善了工人的工作環境。
2.2吊鉤式拋丸機的結構及工藝流程
2.2.1吊鉤式拋丸機的結構
吊鉤式拋丸清理機主要由拋丸清理室、氣動開關門、拋丸器總成、丸料循環凈 化系統、懸鏈輸送機、工件自轉機構、除塵系統和控制系統等部分組成,適合各 種型號的齒輪和曲軸清理,其中包括吊鉤、重卡、輕卡、公共汽車、各種小車的 部件等【171。廣泛應用于工程機械、鑄造,汽車制造廠。
1、拋丸清理室: 拋丸清理室的側壁為大功率拋丸器總成,保證對被清理工件進行全面的拋丸清 理,室體內襯防護板均采用優質進口Mnl2護板,拋丸器的布置經過計算機三維動 態模擬,所有布置的角度、位置均由計算機設計確定。在照顧所有需清理工件的 基礎上,盡量減少彈丸的空拋,從而較大限度地提高了彈丸的利用率,減少了對 清理室內防護板的磨損。 清理室頂部吊鉤行走槽處采用護板、多層抗磨膠版,并且底層為耐沖擊的聚胺 脂板密封,頂部尼龍刷組成迷宮式密封帶,以杜絕彈丸反彈至室體外。同時拋丸 室進出口密封附室采用彈性夾鋼耐磨橡膠板密封。 室體底部設有集丸料斗,料斗上面全部設有穿孔篩板,對彈丸進行篩選,只有 合格彈丸落入料斗進行循環使用,大塊物料落在篩板上面,人工定期進行清理, 這樣可安全有效地保護彈丸循環系統及拋丸器,穿孔篩板上面全部鋪設材料為 ZGMnl3的鑄孔板進行防護。
2、拋丸器總成:
拋丸器總成由拋丸器、電機等組成。一般有2 ̄4臺拋丸器,拋丸器引進國外先 進技術,拋丸量大、易損件耐磨程度高。它的易磨損件采用高鉻鋼制成,具有很 高的耐磨性,它具有下述優點【18】:
(1)高效:特殊的分丸輪結構,拋丸比能可達到16.5ke/min kw。
(2)葉片裝拆迅速。
(3)采用單圓盤葉輪,穩定性好,拋射區集中,拋丸均勻。
(4)拋丸器中的葉片、分丸輪、定向套等,采用高鉻耐磨材料,經特殊熱處 理工藝制作而成,使葉片重量差控制在5克之內,大大降低拋丸器運行時的噪聲, 延長了易損件的壽命。
(5)外形美觀、結構精致、制造維修方便,噪聲低。
(6)拋丸器上安裝有限位裝置:在打開拋丸器頂蓋進行檢修時,保證設備不 能啟動,從而保護檢修人員的安全。
3、磨料凈化:凈化器采用了傳統的可調窗簾系統,選擇性地篩選系統(振動 篩)的應用,需要一個更精確的研磨材料的分類。
4、螺旋輸送機/提升機:輸送帶和提升機一般都很大,是完全密封的,由齒輪 馬達驅動。提升機料斗的材料是鑄造球墨鑄鐵,具有較高的耐磨性。
5、吊鉤:拋丸機吊鉤的運動是通過一個齒輪馬達驅動,產生的傳動力直接作 用在吊鉤上。吊鉤吊裝的工件運動到直接暴露在葉片拋出的磨料到達的位置,實 現對工件的拋丸清理。該吊架的旋轉和前進速度通過變頻器控制【191。 6、除塵系統:結構緊湊,排氣系統采用筒式過濾元件,具有通過脈沖射流, 該系統可達到污染物排放和安全工作的國際標準。 吊鉤式拋丸機適用范圍:
1.除砂和鑄件的較終拋丸清理,尤其適用于易于遭受破碎和碰撞危險的工
2.鍛件的除銹和工件的表面強化。
3.工件表面除銹、粗糙化和清理。
4.工件表面強化。
5.塑料件的去毛刺。
2.2.2吊鉤式拋丸機的工藝流程
拋丸機工作時,拋丸器拋出彈丸及砂粒經橡膠履帶上的孔,流入底部的鋼板網 篩,經螺旋輸送器送入提升機內,由提升機提入分離器內進行分離,粉塵由風機 吸到除塵器中進行過濾,清潔空氣排入大氣中,布袋上的灰塵經空氣反吹后落入 除塵器底部的集塵箱中,使用中可以定期清理,廢砂由廢料口流出,也可以回收 再利用,砂丸混合物由回用管回收進室體,待分離器分離后再回用,干凈的彈丸 由電磁供丸閘門進入拋丸器拋打工件【20】。
2.3轉軌道式自動拋丸機的工藝流程及工作原理
2.3.1轉軌道式自動拋丸機的結構
通過以上分析發現,吊鉤式拋丸清理機*先在結構上不能實現自動化生產,無 法適應當前快速發展的工業自動化,同時它的易磨損件采用了高錳材料或高鉻鋼 制成,耐磨度較低、成本高,不適合企業的批量生產。因此設計了轉軌道式自動 拋丸清理機,它的結構是在吊鉤式拋丸機的基礎上加以改進,實現了拋丸清理的 自動化。 轉軌道式自動拋丸清理機為吊鉤式清理設備,由拋丸清理室、提升機、分離器、 螺旋輸送器、拋丸器總成、彈丸控制系統、吊鉤行走軌道、吊鉤系統、自轉裝置、 地基、除塵系統及電氣控制部分等組成。
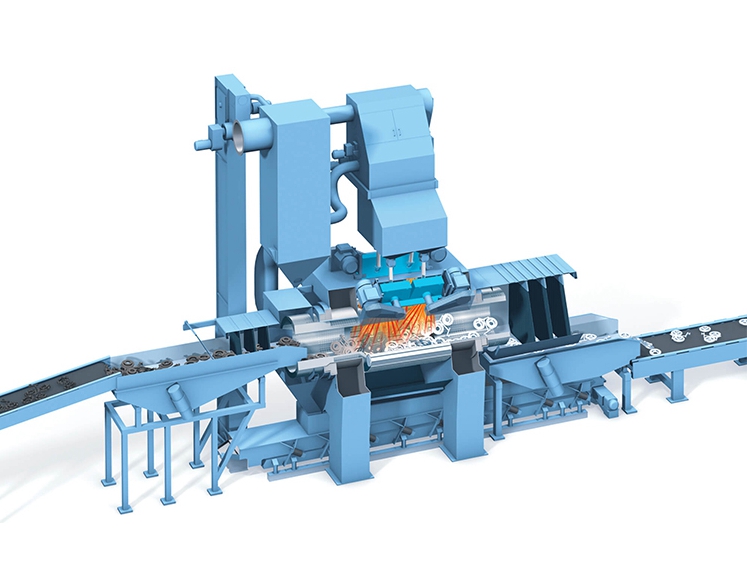
2.3.2工藝流程
轉軌道式自動拋丸機是一種特殊的自動化設備,其具體工作過程如下:裝零件 一一步進一一拋丸清理一一步進一一卸零件一一裝零件。其工藝流程圖見上圖。 工件在吊具的吊裝下進入拋丸清理室,當進入拋丸清理區后,懸鏈自動停止, 工件在自轉機構的驅動下自轉,同時拋丸器對工件進行拋丸清理,清理完畢,彈 丸控制器停止供丸,工件在懸鏈輸送系統的驅動下被輸送出拋丸清理室,同時下 一鉤吊裝的工件被輸送進拋丸清理室,重復以上過程,對工件進行高效率的拋丸 清理。

圖2.4 工藝流程
2.3.3工作原理
本產品由PLC控制。操作時,準備工作完成之后,機器進行正常生產。此時, 工件快速進入拋丸室,吊鉤自轉機構與吊鉤嚙合并運行,帶動工件旋轉,供丸閘 打開,開始清理工作,同時,操作人員在上卸料工位裝卸工件,等給定時間達到 之后,供丸閥關閉,拋丸器始終開啟,本次清理過程完成。吊鉤自轉機構上的鏈 條與吊鉤上的鏈輪脫開,室體內部的工件送出拋丸室,同時預備工位上的工件快 速進入拋丸室,重復上述動作以清理其它工件。
2.4本章小結
l、本章主要通過對現在常用的幾種拋丸機自動化實現的方案進行對比,選擇 了適合不同拋丸機的不同方案,以達到拋丸機清理不同類型工件及實現自動化的 目的。
2、分析了吊鉤式拋丸機的結構特點及工作方式,通過分析發現了吊鉤式拋丸 機的優點,以及在設計上的不足之處。
3、根據工業自動化的需要,提出了轉軌道式自動拋丸機設計的工作流程及工 作原理,根據此工作原理展開自動拋丸機的設計研究。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號